![]()
![]()
![]()
![]()
![]()
![]()
料位計在刨花板自動化生產過程不可忽視的*細節
發布時間:2017-08-23 16-10-18 瀏覽次數:5493
目前,我國人造板行業尤其是刨花板市場發展特別迅速,木業行業間競爭日益激烈。如何使企業在競爭中處于有利地位——對于提高產品質量、生產效率和成本的節約起著重要作用,為此德國介可視Mollet研發的適用各種工況的料位計對刨花板形成整個刨花板生產工藝流程中料位自動控制*關重要,*穩定可靠的介可視料位計為整個工藝流程提高了生產效率,節約成本。

以下是刨花板的生產工藝流程:
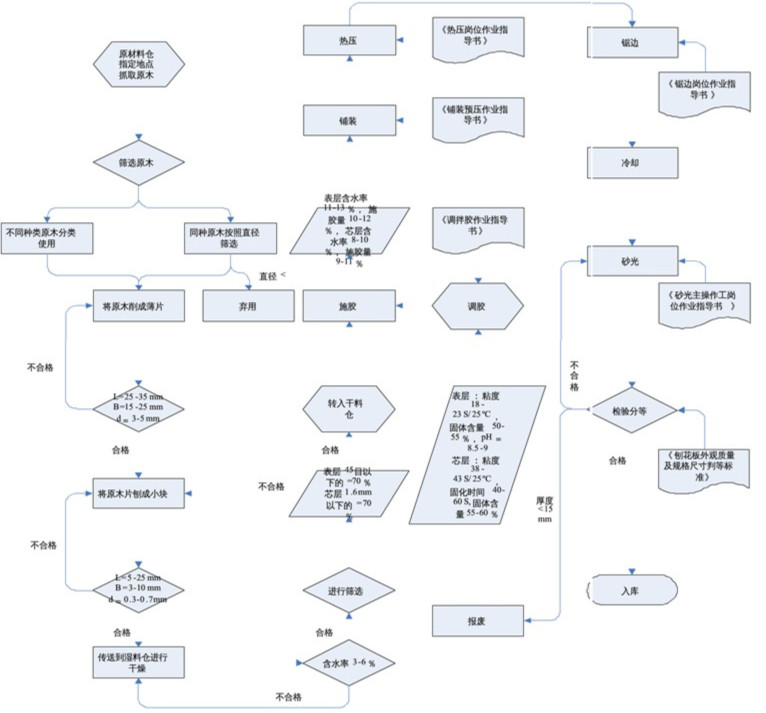
1、備料工段。普通刨花板生產線原料經過削片、篩選后輸送到木片料倉筒倉進行過渡儲存,存儲過程中需要滿倉和空倉料位計控制。木片經運輸機送到刨片機中進行刨花制備,制備后的刨花經運輸機送到濕刨花料倉中進行過渡儲存,存儲過程中需要滿倉和空倉料位計控制。
2、濕料烘干工段。為了后續干燥工藝的自動化,*按規定對濕料倉中的高水分刨花的料位進行自動監控,采用介可視料位開關作為滿倉指示器,物料在達到規定的料位之后,輸送設備會自動斷開;特別是在作為空倉指示器時,從原料到刨花沒有經過任何烘干,刨花中含有水分有一定的重量,當濕刨花落料時會對料倉底部的料位計有很大沖擊力,為了避免受到物料的直接砸擊,阻旋料位計應安裝保護套筒并采用牢固耐用的結構形式,為解決這一復雜工況德國介可視mollet研發了帶軸保護管的抗沖擊阻旋料位開關DF25,考慮到烘干時的高溫,可選用耐高溫帶保護管的阻旋料位開關,保證正常的輸出空倉報警,有助于刨花板工藝流程中提高生產效率。

3、干燥分選打磨工段。對經過烘干的刨花進行篩選檢驗,含水率合格的刨花傳送到干料倉,不合格的返回濕料倉繼續烘干;通過德國介可視MOLLET料位計對干料倉容器進行空倉和滿倉*準確的控制。通過空倉料位計控制將合格的干刨花輸送入干料倉筒倉中,相反,當烘干后的刨花達到容器中的*大允許料位時,滿倉料位計(即德國介可視Mollet阻旋料位計DF21、DF22、DJ28)輸出信號,會再次斷開輸送設備,避免溢料。
4、調膠樹膠施膠工段。對于合格的表芯層干刨花經過運輸機、干刨花計量后送到拌膠機中,并將工藝所要的膠液也送*拌膠機中,干刨花和膠液在表芯層拌膠機的充分攪拌下,要達到均勻混合充分施膠的效果。
5、鋪裝熱壓成型工段。施膠后的干刨花經皮帶運輸機送、機械分級鋪裝機鋪裝出均勻平整的板坯。板坯經過多重工序依次送到裝板機的裝機吊籠中、多層熱壓機中進行熱壓成型,成型的毛板由裝板小車托盤推到卸板機上。
6、后處理工段。停留在卸板機中的毛板經卸板運輸機、冷卻進板運輸機送到涼板機中進行冷卻,冷卻后的毛板輸送到縱橫栽邊截斷機進行裁邊分割,*后經過干板運輸機運*升降臺堆垛。
7、砂光工段。經冷卻堆垛的刨花板被運送到砂光生產線進行砂光、分檢、入庫。
結論: 德國介可視Mollet是全球料位測量領域的引導者也是*代表,35年的料位計現場實踐經驗。只有*、可靠、穩定的料位計才能為料倉料位控制做到有避無患,避免造成料倉筒倉*事故。德國介可視MOLLET阻旋料位計、鋼帶重錘料位計等具有高精度、*、可靠運行的料位儀表能夠滿足各行各業的流程鏈所要求的料位測量;根據測量任務和使用位置的不同,選擇相應的技術、合適的傳感器,從而使料位儀表能夠精確地適應各應用場合。
工藝流程圖來源網絡,版權歸原作者所有。
?
請給我們發E-mail
如果您有問題請不要猶豫,給我們寫信
china@jiekes.com
? 請給我們留言
欲了解我們更多產品信息,給我們留言
在線留言
? 請給我們打電話
您也可以通過400免費電話和我們聯系
4006 911718
| 請關注我們微信公眾平臺 |
 |
| 介可視微信公眾平臺二維碼 |